放热焊接按照被还原金属分类,主要分为铝基、铁基、铜基三种,铝基焊剂主要解决铝绞线及铝母线的焊接,铁基焊剂主要解决轨道焊接问题。例如,我们乘坐的高铁、地铁不再颠簸主要就是因为钢轨之间由过去保留缝隙变为铁基焊接,铜基焊粉主要解决接地及阴极保护铜、铜覆钢、钢铁之间的焊接。LZFL放热焊粉是铜基焊粉的一种,是目前质量zui好、性价比zui好的铜基放热焊接技术。近年来,随着铜、铜覆钢接地材料在接地领域中的大面积推广、LZFL放热焊接得到普及性的发展和应用,特别是在电力、石化、航空、轨道交通四大领域。
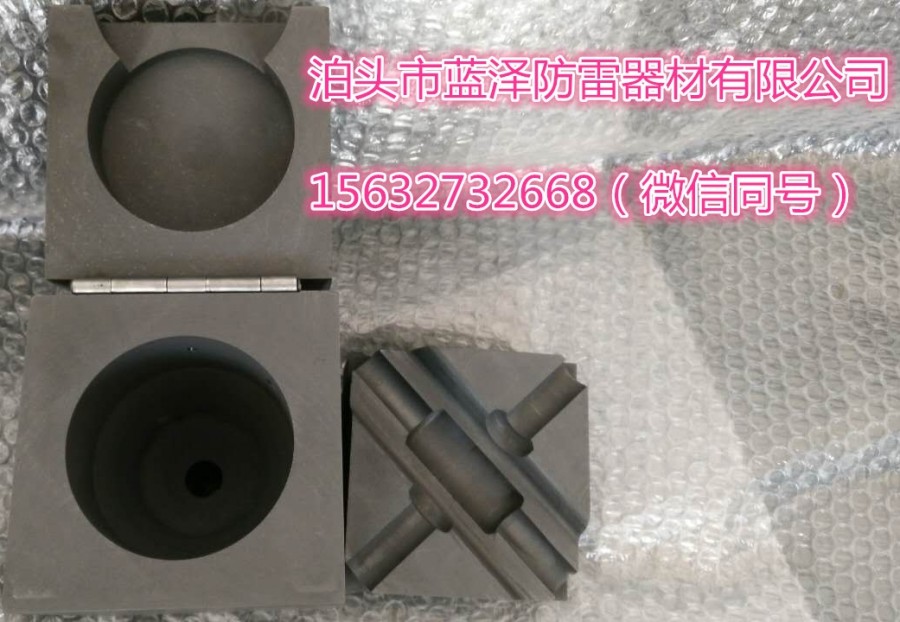
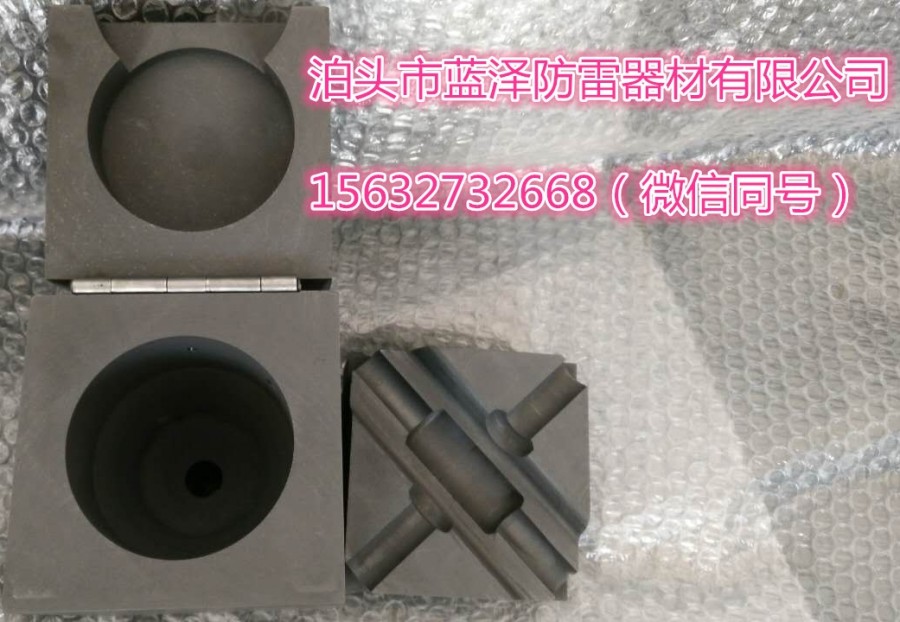
放热热熔模具,用于接地放热焊接的焊头成型。是由高纯石墨制成,一个完整的模具由模具体、顶盖、铰链构成。采用密实度高,抗摩损性能好进口石墨作为基本原料加工而成,具有设计合理,寿命长,易用性能好等优势。模具由模具盖、模腔具、熔接腔、导流槽、模夹等几部分组成,能够承受铜、钢、铁等金属熔化温度,熔化金属流向、流速以及zui终形状经严密设计,通常模具寿命为80-200 次。
放热热熔模具 都需要使用模具夹配合使用,常规模具夹分为两种,标准型和偏心型,标准型适用于绝大部分模具,偏心型主要应用在焊接接地棒、十字焊接等需要避开焊接材料的类型上。部分型号模具使用中需要F型夹、C型夹等辅助夹具配合。
放热热熔模具的制作流程及它的使用步骤简介
放热热熔模具是由高碳石墨材料制做,模具虽然不怕压,但却为易碎品。放热热熔模具的制作流程一般为,根据所需要定制的模具尺寸,选择合适大小的石墨材料,通过车床铣床将放热焊接的模具的干锅铣出,再通过车床将放热热熔模具的流道车好,在通过铣床将放热焊接的成型腔铣好,zui后打眼要与放热热熔模具模夹配套,上盖。zui后检查放热热熔模具整体外观,观察开槽的大小及腔的大小。zui后包装
放热热熔模具使用步骤:
1、根据模具的规格选择相应的焊粉型号.
2、焊接前对拉件进行处理,除油、除污物及氧化层。
3、对模具进行充分强热。(电话:15632732668 微信同号)
4、将要连接的材料放入模具安装好,检查后倒入焊粉并点燃反应。
5、对模具进行清理并准备下次使用。
在进行放热焊接时,有时会焊出的接头有气孔,或溶液外流,这是什么原因造成的呢?
可能导致的原因:
原因一、模具潮湿。
原因二、接头有油、油脂、水气或外来物质。
原因三、模穴堵塞。
原因四、熔粉受潮。
原因五、模具过旧或金属片有磨损导致未燃的熔粉流入模穴。
原因六、忘记放入金属片或金属片在坩锅底部放置不正确。
补救方法
用喷火枪将模具预热到华氏220度以上,将接头的杂质部分去掉,如果是水平地打开的模具,zui好把3/4份量的熔粉倒入坩埚,并确定没有堵塞模穴。
将接头用喷火枪预热然后用电缆清洁刷去掉接头的杂质,如果是焊接铁或不锈钢表层,连接区域的表面必须清洁光亮。
小心不要堵塞模穴。
换用新鲜、干燥的熔粉。
替换模具。
将熔粉倒入坩埚前确定金属片已正确地放入坩埚底部。
有客户反映有时放热熔焊接接头出现裂痕,其原因是处在高温时的情况下,焊头受到外力的作用,就会拆除砂模打口柱及推瘤时间过早,焊头降温速渡过快引起裂痕。放热熔焊接头过烧,会泛起待焊物预热温度不平均,泛起熔融现象,则后造成预热温度低,或预热后温度降低过量,待焊物处理不彻底,原因是焊剂失效。当前,放热熔焊接已经普遍取代了以往金属之间的机械连接方法。假如放热焊接头泛起气孔,夹杂物,砂模、坩埚受潮,则是放热焊粉焊剂质量存在题目。新旧轨差异亦会泛起高低接头的现象。放 热熔焊接简单、高效率、高质量的金属连接工艺,它利用金属化合物hua 学反应热作为热源,通过过热的熔融金属,直接或间接加热工作,在特制的石墨模具的型腔中形成一定外形、尺寸,符合工程需求的熔焊接头。
影响焊接接头外观质量的主要材料就是放热焊接焊粉,也叫放热熔焊剂,焊粉的质量纯度对焊接的物体而言是至关重要的,首先看接头的牢固程度,焊接体做剖面看是否有气泡,有气泡就说明牢固程度不够,或者是模具设计不合理。一个良好的放热焊接连接器应该是表面丰满光亮、经切开观察其剖面成一整体无瑕疵。影响到焊接效果的zui要的因素是湿气和水气,由于放热焊模具、放热焊剂(焊粉)及被焊接物内均可能吸附水分,因为如何防止或驱除水气,是放热焊接时必须采取的重要步骤。
蓝泽防雷把握大局,快速发展,在竞争中赢得主动发展的新优势,控制核心开发技术的能力,掌握核心技术.用全新的心态去对待每一天,以产品创新为动力,以质量求发展。