现在进行地网连接,热熔焊接已取代了传统的连接方式,可有时焊接不成功,是让施工者头疼的问题,所以防雷接地中热熔焊接的重要性不可忽视,一个良好的放热焊接连影响到焊接效果的zui主要的因素是湿气和水气,由于热熔模具、热熔焊剂(焊粉)及被焊接物内均可能吸附水分,因此如何防止或驱除水气,是热熔焊接时必须采取的重要步骤.
一:清洁放热焊模具,用加热的方法或者一次实验性质的熔接来去除放热焊接模具水气,然后把已清洁的金属导体放进放热焊模具内夹好模具使其没有缝隙.
二: 把金属隔离片放进放热焊模具反应腔的底部.
三:把焊粉导入反应腔中,并留一些引火粉与模唇上.
四:盖上放热焊模具,再以点火枪向着模唇的引火粉点火.
五: 反应进行中,待金属溶液完全凝固.
六:打开放热焊模具,并清洁模具以备下次的使用.一个完整的放热焊连接器制造完成.
热熔焊接性能特点:
1、机械性能良好:焊点接头非表面接触、不存在残余应力,为永久性接接头,抗拉强度等机械性能良好;
2、强电流负载能力:焊点接头与金属导体为分子结合,焊点载流能力等同于导体,具有良好的导电性能,焊接点前后直流电阻率变化趋近于零;
3、耐重覆性大电流:焊点实体熔点与导体等同,可承受重覆性大电流(故障时)冲击,接点无熔断现象;
4、抗腐蚀能力强:导体接头端与纯铜分子紧密结合并覆盖,对接头起隔绝保护作用,因而大增强了导体的耐腐蚀能力;
5、施工便捷、安全:焊接时无需外界能源、专业装备及专业操作人员,在室内、外均可安全操作,焊接时间短大大节省了施工时间;热熔模具
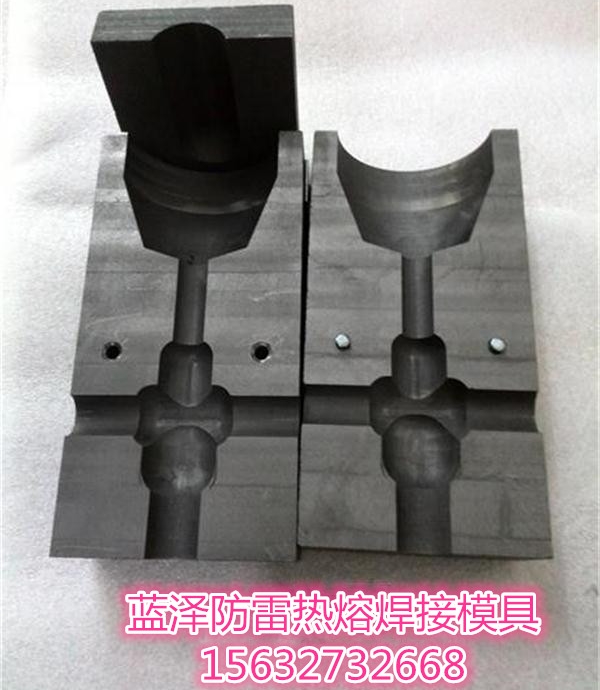
采用一级的高纯石墨制成,密度高、抗磨损,使用性能強。用于接地放热焊接的焊头成型.模具必须要模具夹和点huo枪配合使用,常规模具夹分为两种,标准型和偏心型,标型适用于绝大部分模具,偏心型主要应用在焊接接地棒、十字焊接等需要避开焊接材料的类型上。部分型号模具使用中需要F型夹、C型夹等辅助夹具配合。
一个完整的模具由模具体、顶盖、铰链构成.采用密实度高,抗摩损性能好进口石墨作为基本原料加工而成,具有设计合理,寿命长,易用性能好等优势.模具由模具盖、模腔具、熔接腔、导流槽、模夹等几部分组成,能够承受铜、钢、铁等金属熔化温度,熔化金属流向、流速以及zui终形状经严密设计,通常模具寿命为80-200 次.
热熔模具都需要使用模具夹配合使用,常规模具夹分为两种,标准型和偏心型,标准型适用于绝大部分模具,偏心型主要应用在焊接接地棒、十字焊接等需要避开焊接材料的类型上.部分型号模具使用中需要F型夹、C型夹等辅助夹具配合.

使用热熔焊接产品需要注意的内容
防雷工程的地网连接,现在基本上都会使用放热焊接,因为它操作简单,焊处为铜质的材质 ,防腐性能,降阻性能都是首屈一指的,那使用放热焊接产品需要注意的内容有以下几点:
1、为确保接头的品质,模具第一次使用前一定要预热驱除水气.
2、进行焊接时,必须将放热焊粉放在特制的模具内进行,方可承受超高热的金属熔化,放热焊粉燃烧时不会产生急速膨胀的气体,没有爆炸性,可放心使用.
3、 不允许将不同品牌的放热焊粉混合使用.为确保接头的品质,请不要使用不同品牌的放热焊接模具和放热焊粉进行焊接.
4、放热焊接焊粉的着火点非常高,不会因为磨擦或打击而著火,故可以放心储存.
5、为确保品质,整个焊接过程必须按指导严格执行.
6、进行焊接时,现场 1.5 米范围内不得有无关人员停留,且不得摆放易燃物品.
7、当熔焊结束后,为避免烫伤,任何人不得立即直接接触模具
进行热熔焊接,严格按照施工步骤,让您事半功倍!资料来源:泊头市蓝泽防雷器材有限公司 http://www.btlanze.com/rrlz/rrlz.html http://www.lzflqc.com/reronghanjie/ qq:171-962-542 范经理:156-3273-2668(微信同步)
没有人傻到开高价,把老客户往外推。市场乱价已成病态,新手看价格,老手求质量,骗子没成本,大家都在拼智商。如果你在乎的是品质,就请尊重它的价格。如果你想要的是便宜,请不要妄想有好品质,你觉得别人给你的价格便宜,那他在产品质量做手脚,一分钱一分货!做一单生意,交一位朋友。黄金有价,信誉无价!